机械传动-源头厂家
2小时报价/公差±0.01mm/3天快速发货
只为注重质量、服务、想快速推动量产的客户提供定制服务
全国服务热线:
13925950859
2小时报价/公差±0.01mm/3天快速发货
只为注重质量、服务、想快速推动量产的客户提供定制服务13925950859






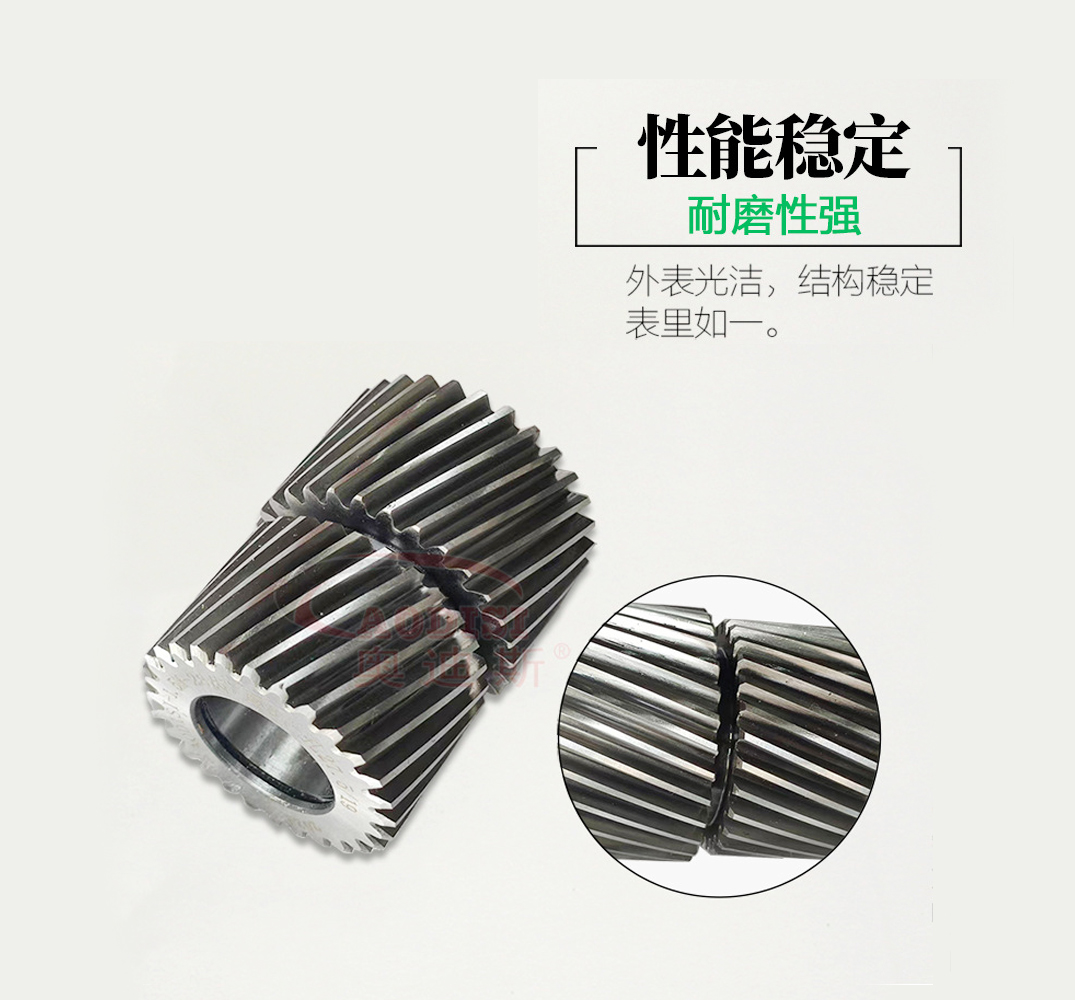
磨齿:强制切削,精度高(5–6 级)、修正变形能力强;表面呈条纹状;效率较低(单件数分钟)。
珩齿:自由研磨,粗糙度低(Ra ≤ 0.4 μm)、降噪音好;表面交叉网纹(储油佳);效率高(单件数十秒)。








